spk-mo40-ck45-spkr -spknl-cmska-گرمکار-سردکار-آموتیت-عرضه فولاد آلیاژی /شرکت خشکه و فولاد پایتخت
شرکت خشکه و فولاد پایتخت (( مدیریت : جواد دلاکان )) صنعتگران عزیز، افتخار داریم که سالها تجربه گرانبهای خویش را در زمینه عرضه انواع ورق آلیاژی و انواع فولاد آلیاژی برای خدمت رسانی به شما هموطنان کشور عزیزمان ایران ارائه می دهیم.spk-mo40-ck45-spkr -spknl-cmska-گرمکار-سردکار-آموتیت-عرضه فولاد آلیاژی /شرکت خشکه و فولاد پایتخت
شرکت خشکه و فولاد پایتخت (( مدیریت : جواد دلاکان )) صنعتگران عزیز، افتخار داریم که سالها تجربه گرانبهای خویش را در زمینه عرضه انواع ورق آلیاژی و انواع فولاد آلیاژی برای خدمت رسانی به شما هموطنان کشور عزیزمان ایران ارائه می دهیم.فولادهای زنگ نزن آستنیتی و داپلکس
فولادهای زنگ نزن آستنیتی و داپلکس
جوشکاری استلایت بر روی سطح فولادهای زنگ نزن بسیار متداول است. انجام اینکار کاملاً متفاوت از فولادهای کربنی، کم آلیاژ و ابزار است. در اینجا کربن معادل اهمیت چندانی ندارد. ولی مهم این است که بدانیم چه گروه و گریدی را سخت کاری می کنیم.
شکل 8 مهمترین گریدهای فولادهای زنگ نزن آستنیتی را نشان می دهد. در فولادهای زنگ نزن آستنیتی، نظیر 304 و 316، شکل گیری فاز ترد. در منطقۀ متأثر از حرارت زیر جوش رخ نمی دهد. زیرا وجود مقادیر بالای نیکل مانع از تبدیل شبکه FCC آستنیت به شبکۀ BCC مارتنزیت می شود.
برای جوشکاری سطحی استلایت روی این گروه. دمای پیش گرم 50 درجه سانتی گراد تا 150 درجه سانتی گراد کافی است. و پس از جوشکاری قطعه باید به آرامی سرد شود.
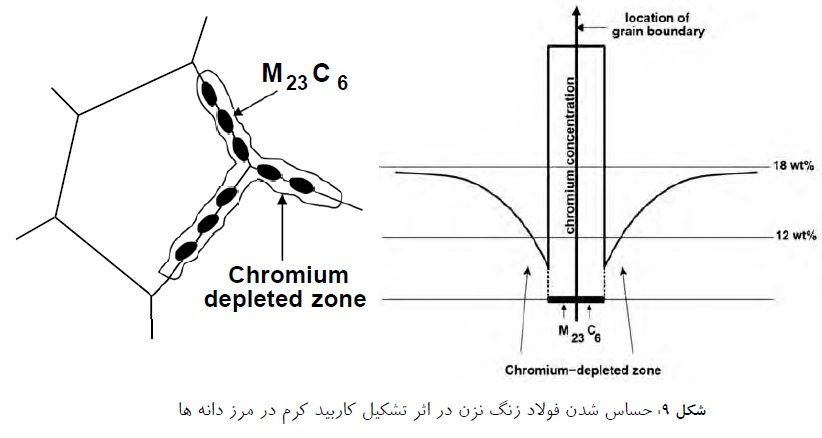
مشکل اصلی در جوشکاری سطحی فولادهای زنگ نزن، ورود کربن از آلیاژ استلایت به منطقۀ متأثر از حرارت است. با توجه به مقادیر بالای کربن در اکثر آلیاژهای استلایت، این پدیده به سادگی روی می دهد. کربن وارد شده به منطقۀ کنار جوش در فولاد زنگ نزن، باعث ایجاد پدیدۀ حساس شدن می شود. این فرآیند که از آن به خوردگی کنار جوش نیز یاد می شود.
در اثر تشکیل کاربید کروم در مرز دانه های فولاد زنگ نزن ایجاد می شود. شکل 9 این پدیده را از نقطه نظر میکروسکوپی نشان می دهد. تشکیل کاربید کروم در مرز دانه ها باعث می شود. تا لایۀ محافظ اکسید کروم پیوسته روی سطح فولاد زنگ نزن در منطقۀ متأثر از حرارت شکل نگرفته. و مقاومت به خوردگی این ناحیه به شدت کاهش یابد.
ساختار میکروسکوپی فولادهای زنگ نزن داپلکس شامل دانه های فریت و آستنیت تقریباً با نسبت برابر می باشد. این گروه فولادهای زنگ نزن معمولاً مقاومت به خوردگی تنشی بهتر و استحکام و سختی بالاتری. نسبت به فولادهای زنگ نزن آستنیتی دارند. داپلکس ها کاربردهای وسیعی در صنایع نفت و گاز و پتروشیمی دارند. مقاومت در محیطهای کلریدی، استحکام کششی بالا و مقاومت به کاویتاسیون دلیل این امر است.
جدول 2 ترکیب شیمیایی فولادی زنگ نزن داپلکس را نشان می دهد.
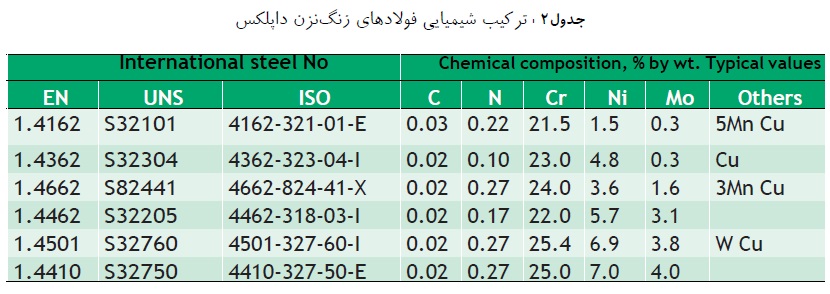
در اثر سخت کاری سطحی توسط جوشکاری، داپلکس ها هم مانند فولادهای زنگ نزن آستنیتی حساس شده. و دچار خوردگی منطقۀ کنار جوش می شوند. علاوه بر این در این فولادها امکان تشکیل فازهای ترد ثانویه در زیر لایۀ جوشکاری شده وجود دارد. این فازهای ثانویۀ ترکیبات بین فلزی، کاربیدها و نیتریدهایی هستند. که در اثر قرار گرفتن در دمای بالا تشکیل می شوند. و مقاومت به خوردگی و یا چقرمگی را کاهش می دهند.
از نقطه نظر سخت کاری سطحی، بزرگترین مشکل کار با این فولادها تشکیل فازهای تردی نظیر سیگما.چی، و آلفا پرایم در مدت زمان کوتاه سیکل حرارتی حاصل از جوشکاری است.
این فازها در محدوده دمایی 300 درجه سانتی گراد تا 1000 درجه سانتی گراد تشکیل می شوند. طبیعی است که در حین جوشکاری مطنقۀ وسیعی در زیر جوش در این ناحیۀ حرارتی ترد شدن قرار می گیرند. به همین دلیل بهتر است. فولادهای داپلکس پیش گرم نشوند.
بسته به هندسه و ابعاد قطعات و همچنین گرید استلایت مورد استفاده باید سریع تر نرخ سرد شدن ممکن. برای دماهای بین پاسی و آخر کار در نظر گرفته شود. تا منطقه متأثر از حرارت در زمان کمتری در محدوده دمایی ترد شدن قرار گیرد. دمای بین پاسی بهینه برای این فولادها در محدوده 150 درجه سانتی گراد تا 200 است.
البته راهکار بهتر استفاده از یک لایه بافری زیر لایه استلایت می باشد. استفاده از سوپرآلیاژ پایه نیکل Inconel 625 به عنوان اولیه لایه جوشکاری شده بدون انجام هیچ پیش گرمی می تواند. ریسک پدیده های فوق الذکر را تا حد زیادی کاهش دهد.
یکی از پدیده هایی که در حین سخت کاری سطحی آلیاژهای استلایت. بر روی قطعات صنعتی به وفور دیده می شود. پدیده رقیق شدن است. رقیق شدن معمولاً خود را به شکل افت سختی حاصل از سخت کاری. نسبت به سختی مورد انتظار نشان می دهد. ماجرا از آنجا آغاز می شود. که در حین جوشکاری سطحی، مقداری از فلز زیر لایه یا همان قطعه در لایه استلایت حل می شود. و در نتیجه مقدار آهن موجود در لایه را نسبت به ترکیب استاندارد استلایت افزایش می دهد. این وضعیت اثرات زیر را به همراه دارد.
کاهش مقاومت به خوردگی آلیاژ استلایت در محیط های با خورندگی بالا. در اثر کاهش درصد کروم لایه سطحی، هرچند در این شرایط ممکن است. مقاومت به خوردگی استلایت از بسیاری فولادهای زنگ نزن بالاتر باشد.
- افت سختی حاصل از جوشکاری استلایت
- کاهش مقاومت به سایش در اثر افزایش انرژی نقص در چیده شدن اتم ها برای زمینه کبالتی. که اثر بالایی به خصوص بر مقاومت به گالینگ دارد.
- کاهش کربن محتوای لایه استلایت که کاهش سختی و مقاومت به انواع سایش را به همراه دارد.
- رقیق شدن به آهن و یا نیکل باعث کاهش حجم فازهای تردی نظیر کاربیدها شده. و مقاومت به ضربه لایه را افزایش می دهد.
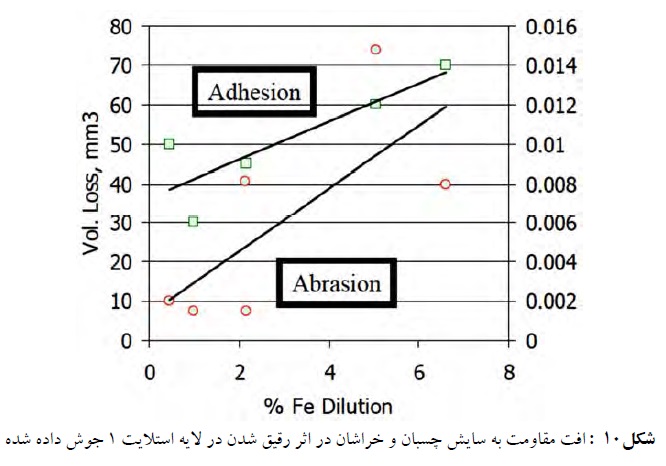
همانطور که در شکل 10 دیده می شود. 6 درصد رقیق شدن توانسته است. مقاومت به سایش خراشان استلایت 1 را تا 6 برابر و سایش چسبان را تا حدود دو برابر کاهش دهد.
رقیق شدن پدیده ای غیر قابل اجتناب است. اما سوال اینجاست که تا چه حد مجاز می باشد. پاسخ این سوال با دانستن شرایط کاری نظیر خورندگی محیط، مقاومت به سایش مورد نیاز، سختی قطعات درگیر با قطعه. ضخامت لایه مورد نیاز، مقدار ماشین کاری پس از جوشکاری و … داده شود.
هرچه تعداد پاس های جوش داده شده افزایش یابد. اثر رقیق شدن به ویژه در لایه های رویین کمتر می شود. بهتر است فرآیند کار به نوعی طراحی شود. که پس از ماشین کاری حداقل 2 میلی متر از لایه استلایت روی سطح باقی مانده باشد.
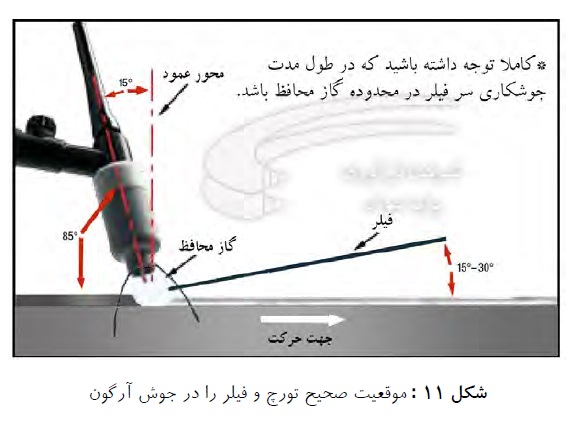
پارامترهای جوشکاری، هندسه جوش، مهارت جوشکار، ضخامت لایه اولیه جوشکاری شده. و جنس زیر لایه بر رقیق شدن تأثیر گذار است. شکل 11 موقعیت صحیح تورچ و فیلر را در جوش آرگون نشان می دهد.
مقدم بر پارامترهای فرآیند، نوع خود فرآیند بر میزان رقیق شدن تأثیر به سزایی دارد. شکل 12 رقیق شدن استلایت 12 را در دو روش TIG و PTA مقایسه کرده است. همانطور که دیده می شود. رقیق شدن استلایت از مقدار 50 درصد آهن در خط ذوب. به سرعت به حدود 5 درصد در فاصله حدود 4 میلیمتری از خط ذوب فلز پایه می رسد. روش PTA رقیق شدن کمتری را نسبت به روش FTG نشان می دهد. دقت شود که این دو روش در شرایط تنظیم بهینه پارمترها با هم مقایسه شده اند.
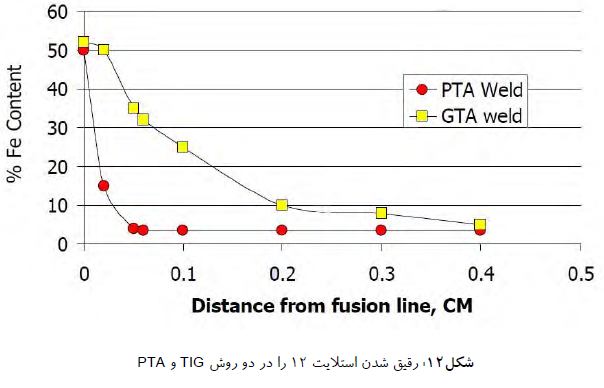
همانطور که مشاهده می شود. در روش PTA در فاصله یک میلی متر از خط ذوب، رقیق شدن به کمتر از 10 درصد می رسد.
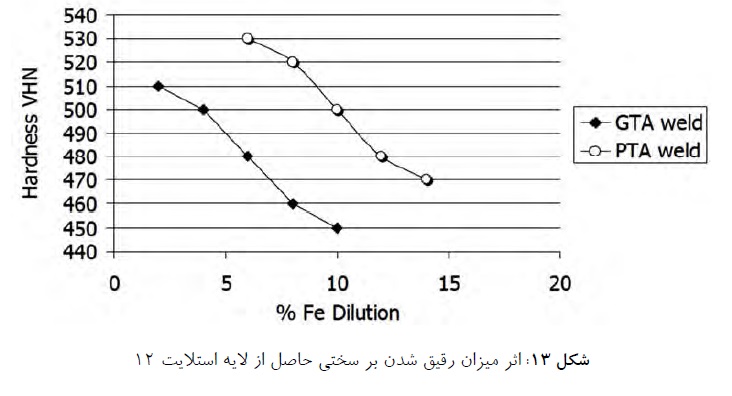
اثر میزان رقیق شدن بر سختی حاصل از لایه استلایت 12 در شکل 13 نشان داده شده است.
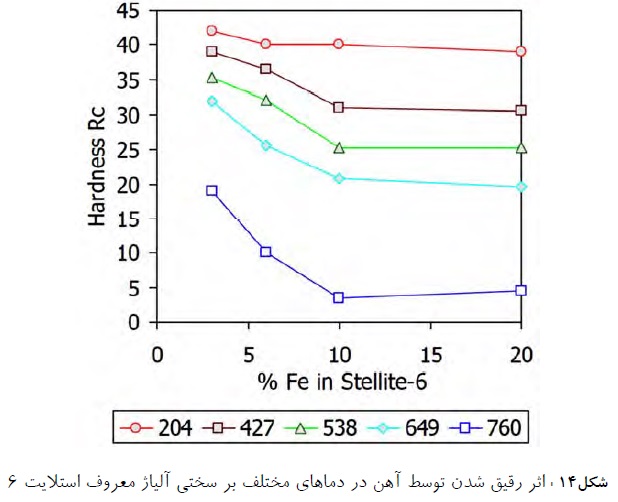
شکل 14 اثر رقیق شدن توسط آهن در دماهای مختلف بر سختی آلیاژ معروف استلایت 6 را نشان می دهد. همانطور که دیده می شود. رقیق شدن بیش از 10 درصد در دماهای مختلف اثر زیادی نداشته. و نمودار بین 10 تا 20 درصد در دماهای مختلف به شکل صاف است.
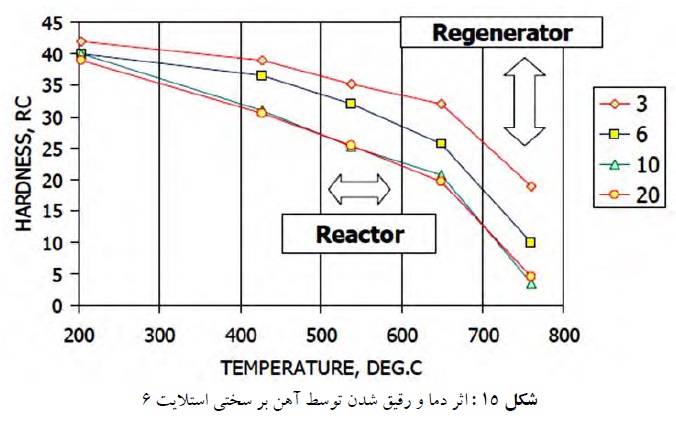
شکل 15 اثر دما و رقیق شدن توسط آهن بر سختی استلایت 6 را مشخص می کند. همانطور که دیده می شود. با افزایش دما تأثیر رقیق شدن بر افت سختی لایه استلایت بیشتر می شود.
جوشکاری استلایت بر روی فولادهای کربنی
جوشکاری استلایت بر روی فولادهای کربنی
فولاد های سادۀ کربنی که به فولادهای غیر آلیاژی نیز شناخته می شوند. در سیستم کد گذاری بین المللی UNS با حرف G آغاز می شوند. این فولادی در سیستم AISI و SAE بصورت 10XX ,11XX,12XX و 15XX شناسایی می شوند.
در بازار ایران معروف ترین گریدهای این فولادها را می توان. St37 – St13 – St14 – St14 – St44 – St22 – St52 در فولادهای ساختمانی و Ck22 – Ck45 – Ck35 – Ck60 در فولادهای صنعتی نام برد.
بصورت کلی جوش پذیری یک فولاد با سختی پذیری آن نسبت مستقیم دارد. و هر چه سختی پذیری افزایش یابد. جوش پذیری پایین می آید. این موضوع بخاطر شکل گیری یک لایۀ ترد. در منطقۀ متأثر از حرارت زیر جوش (HAZ) در داخل فلز پایه می باشد.
وقتی سختی پذیری یک فولاد بالا باشد. در اثر سریع سرد شدن منطقۀ زیر جوش، فازهای ترد مارتنزیتی تشکیل می شود. که مقاومت به ضربۀ پایینی دارد. این مسأله وقتی کربن بالاتر از 0/5 درصد باشد. اهمیت فراوانی می یابد.
برای کاهش سرعت سرد شدن، بهترین روش پیش گرم کردن قطعۀ کار می باشد. برای تعیین میزان پیش گرم مورد نیاز و ارزیابی جوش پذیری یک فولاد. از معیاری با عنوان کربن معادل (CE) استفاده می شود. این معیار مستقیماً ترکیب شیمیایی یک فولاد را به جوش پذیری آن ارتباط داده. و از طریق رابطۀ زیر محاسبه می شود.
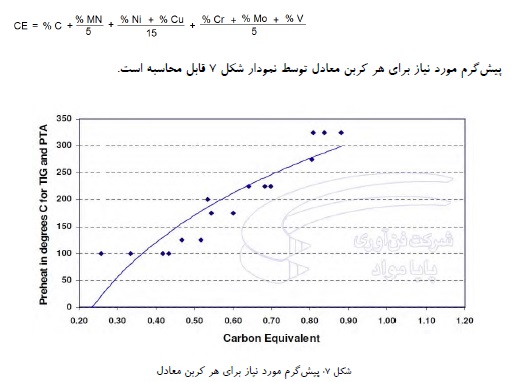
بعنوان مثال می توان مشاهده کرد. برای فولادهایی مثل St37 , St12 که کربن معادلی در حدود 0/2 دارند. هیچ پیش گرمی نیاز نیست. اما برای فولادهایی مثل Ck45 که کربن معادل آن حدود 0/5 می باشد. به حدود 170 درجۀ سانتی گراد پیش گرم نیاز است.
برای استفاده از این نمودار به دو نکته باید توجه کرد. یکی اینکه این پیش گرم با هدف جلوگیری از سریع سرد شدن منطقۀ کنار جوش می باشد. و بنابراین اندازۀ قطعه نیز اثر گذار است. و دیگر اینکه پیش گرم همواره می تواند. مفید باشد زیرا اثر رطوبت یا چربی موجود بر روی قطعه و همچنین تنش های انقباضی را کاهش می دهد.
هرچه که کربن معادل از 0/5 بیشتر باشد. تشکیل مارتنزیت اجتناب ناپذیر است.
در این شرایط عملیات حرارتی پس از جوشکاری PWHT ضروری می شود.
انتخاب دمای این عملیات حرارتی با توجه به گرید فولاد انتخاب می شود. و معمولاً 50 درجه ی سانتی گراد پایینتر از دمای تمپر همیشگی آن فولاد است. معمولاً قطعات جوشکاری شده بلافاصله پس از جوشکاری بمدت یک تا دو ساعت در کورهه قرار می گیرند.
آلیاژهای استلایت
آلیاژهای استلایت
آلیاژهای استلایت آلیاژهایی با پایه ی کبالت هستند. مهم ترین عناصر آلیاژی استلایت ها، عناصر کربن، کروم، تنگستن، مولیبدن و نیکل می باشند.
همانطور که گفته شد. استلایت ها مقاومت بسیار خوبی به گالینگ و سایش چسبان فلز روی فلز دارند. این آلیاژها نیاز به روانکاری کمی داشته و ضریب اصطکاک پایینی دارند. به همین دلیل نسبت به Siding Wear مقاومت خوبی دارند. علاوه بر این آلیاژهای استلایت نسبت به اکسیداسیون دمای بالا، کاویتاسیون و فرسایش مقاومت مناسبی دارند.
روش تولید می تواند. بر سختی حاصل از یک آلیاژ اثرگذار باشد. شکل 2 سختی Stellite 6 حاصل از روش های گوناگون تولید در دماهای مختلف را نشان می دهد.

نظیر هر گروه از آلیاژهای دیگر، هر گرید استلایت برای یک دسته کاربرد خاص طراحی می شود. و بر همین اساس ترکیب شیمیایی آن تنظیم می شود.
به عنوان مثال آلیاژهایی که جنبه ی مقاومت به خوردگی آنها بالاست. معمولاً دارای کروم 28 تا 32 درصد بوده و خواص خوردگی نظیر فولاد زنگ نزن 316 دارند.
به علت نقش اساسی کربن در ایجاد مقاومت به سایش یا مقاومت به خوردگی، آلیاژهای استلایت را می توان. به دو دسته ی کلی زیر تقسیم بندی کرد.
- استلایت های کاربیدی (درصد C > 0/08 )
این استلایتها توسط کاربیدهای کروم، تنگستن و یا مولیبدن استحکام می یابند. و به دو صورت هیپویوتکنیک (کاربیدهای M22C6) نظیر استلایت 6. و هایپریوتکتیک (کاربیدهای M7C3) نظیر استلایت 1 گروه بندی می شوند.
- استلایتهای محلول جامد (C< 0/4)
این دسته از آلیاژهای استلایت معمولاً مقاومت به ضربه و مقاومت به خوردگی مناسب تری نسبت به گروه اول دارند. این دسته را به دو گروه زیر میتوان متمایز کرد.
— آلیاژهای استلایت کبالت، کروم، مولیبدن (بدون تنگستن) نظیر Stellite 21.
— آلیاژهای استلایت کبالت، کروم، مولیبدن، نیکل (با تنگستن پایین) نظیر Ultimet.
- آلیاژهای مقاوم به سایش توسط کار سخت شدن
شکل 3 ریز ساختار بعضی از آلیاژهای استلایت را نشان می دهد.

جدول 1 – ترکیب شیمیایی آلیاژهای معروف استلایت

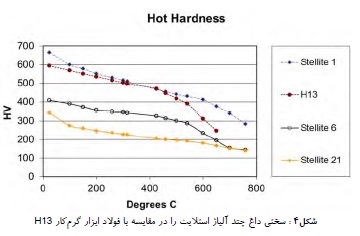
یک ویژگی مهم آلیاژهای استلایت مقاومت به سایش در دمای بالاست. سختی همواره به عنوان یک پارامتر ملموس برای ارزیابی مقاومت به سایش تلقی می شود. ولی این معیار همیشه نمی تواند. ارزیابی صحیحی به ما ارائه دهد. در آلیاژهای استلایت به علت وجود ذرات کاربیدهای تنگستن. مقاومت به سایش بالاتری نسبت به یک فولاد با همان عدد سختی حاصل می شود.
شکل 4 سختی داغ چند آلیاژ استلایت را در مقایسه با فولاد ابزار گرم کار H13. در دماهای مختلف نشان می دهد.
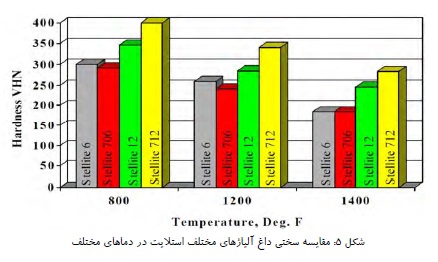
شکل 5 نیز سختی داغ آلیاژهای مختلف استلایت را در دماهای مختلف مقایسه می کند.
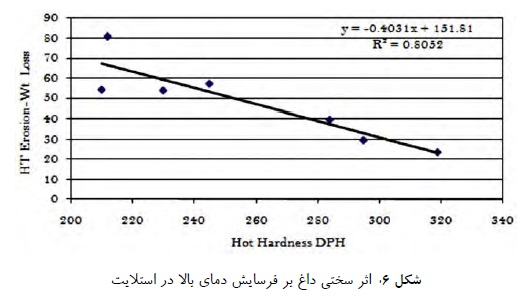
شکل 6 اثر سختی داغ بر فرسایش دمای بالا در استلایت 1 را نشان می دهد. همان طور که دیده می شود. افت سختی از DPH 320 به 220 باعث دو برابر شدن فرسایش داغ شده است.
آهنگری یا Forging چیست؟
آهنگری یا Forging شکل دادن به فلز با استفاده از نیروهای فشاری محلی است. این ضربات معمولاً توسط یک چکش آهنگری با قالب اعمال می شود.
آهنگری

آهنگری یکی از کهنترین روش های فرم دهی فلزات می باشد. که در دوران گذشته فلز مورد نظرشان را تا حد لازم گداخته و سرخ می کردند. و بعد با یک انبر آن را روی سندان نگه می داشتند. و چکش کاری می کردند. تا شکل مورد نظر را پیدا کند. و گاهی فلز گداخته را با چکش کاری در داخل یک قالب شکل می دادند. و فلز گداخته شکل قالب را به خود می گرفت.
فورجینگ اغلب طبق درجه حرارت طبقه بندی می شود. که عبارتند از
- آهنگری سرد – Cold Forging (یک نوع کار سرد)
- آهنگری گرم – Warm Forging
- آهنگری داغ – Hot Forging (یک نوع کار گرم)
برای نوع دوم، فلز به طور معمول در کوره آهنگری داغ می شود.
قطعات فورجینگ می توانند وزن کمتر از یک کیلوگرم تا صدها تن داشته باشند. محصولات سنتی ساخته شده از این فرآیند عبارت بودند از. وسایل آشپزخانه، سخت افزار، ابزار دستی، سلاح های لبه دار، سنج و جواهرات. از زمان انقلاب صنعتی ، قطعات فورجینگ شده در مکانیسم ها و ماشین آلات. به طور گسترده ای مورد استفاده قرار می گیرند. هرجا که یک جزء نیاز به استحکام بالا داشته باشد. چنین آهنگری ها معمولاً نیاز به پرداخت بیشتر (مانند ماشین کاری) برای رسیدن به یک قطعه نهایی دارد. امروزه آهنگری یکی از صنایع عمده جهان است.
نحوه عملکرد فرآیند
در روش آهنگری، قطعۀ اولیه که لقمه نامیده می شود در میان دو نیمۀ قالب قرار می گیرد. و نیرویی زیاد به صورت آرام و گاهی ضربه ای به آن وارد می شود. به این ترتیب قطعۀ گداخته در محیط قالب، شکل و فرم داخل قالب را به خود می گیرد. و فلز اضافی به حفرۀ فلاش وارد می شود که بعداً از قطعه جدا می شود. و دور ریز قطعۀ آهنگری شده محسوب می گردد.
پروسۀ فورجینگ معمولاً به صورت گرم انجام می گیرد و هر فلزی میزان حرارت مشخصی برای فورجینگ شدن دارد. در روش فورجینگ قطعۀ گداخته شده در کوره که به حرارت مشخص رسیده باشد. را در قالب می گذارند که بر اثر فشار، فرم قالب را به خود بگیرد. قطعات فورجینگ شده نسبت به روش های دیگر تولیدی از استحکام و خواص مکانیکی عالی تری برخوردار می باشند. اکثر فلزات، قابلیت آهنگری شدن را دارا هستند. فلزاتی مانند فولادهای آلیاژی و فولادهای کربنی و آلومینیوم و آلیاژهای آن، برنج، مس و آلیاژهای آنها و… برای فورجینگ مناسب می باشند. برای فلزهایی مانند تیتانیوم به دلیل ضعیت بودن در انتقال حرارت، قالب و قطعه باید هم دما باشند. که این خود یک روش فورجینگ جدید به حساب می آید. زیرا مهندسین ناچار هستند قالب و خط تولید مخصوص این نوع از آهنگری طراحی کنند.
فرآیندهای پوشش دهی آلیاژهای استلایت بر روی قطعات
فرآیندهای پوشش دهی آلیاژهای استلایت بر روی قطعات
- روش پاشش حرارتی HVOF
- جوش آرگون TIG
- جوش کاری زیر پودری Submerged Arc Welding
- جوش میگ MIG
- جوشکاری به روش PTA
- جوشکاری لیزر Laser Weld Doposition
هریک از این روشها دارای نقاط قوت و ویژگیهای خاص خود هستند. به عنوان مثال در روش HVOF، سرعت پاشش ذرات به مافوق صوت رسیده. و دمای سطح قطعه نسبت به روشهایی مانند TIG یا PTA بسیار پایین تر است. این روش چگالی ایجاد می کند. ولی ضخامت حاصل از آن معمولاً کمتر از یک میلی متر است.
روش PTA که در آن پودر فلز استفاده میشود. قابلیت اتوماتیک شدن خوبی دارد. این روش نرخ رسوب گذاری بالایی داشته و رقیق شدن توسط آهن زیر لایه کمتر در آن اتفاق می افتد.
شکل 1 انواع روش های پوشش دهی را به صورت شماتیک نشان می دهد.
