spk-mo40-ck45-spkr -spknl-cmska-گرمکار-سردکار-آموتیت-عرضه فولاد آلیاژی /شرکت خشکه و فولاد پایتخت
شرکت خشکه و فولاد پایتخت (( مدیریت : جواد دلاکان )) صنعتگران عزیز، افتخار داریم که سالها تجربه گرانبهای خویش را در زمینه عرضه انواع ورق آلیاژی و انواع فولاد آلیاژی برای خدمت رسانی به شما هموطنان کشور عزیزمان ایران ارائه می دهیم.spk-mo40-ck45-spkr -spknl-cmska-گرمکار-سردکار-آموتیت-عرضه فولاد آلیاژی /شرکت خشکه و فولاد پایتخت
شرکت خشکه و فولاد پایتخت (( مدیریت : جواد دلاکان )) صنعتگران عزیز، افتخار داریم که سالها تجربه گرانبهای خویش را در زمینه عرضه انواع ورق آلیاژی و انواع فولاد آلیاژی برای خدمت رسانی به شما هموطنان کشور عزیزمان ایران ارائه می دهیم.خمکاری فشاری (Compressing Bending)
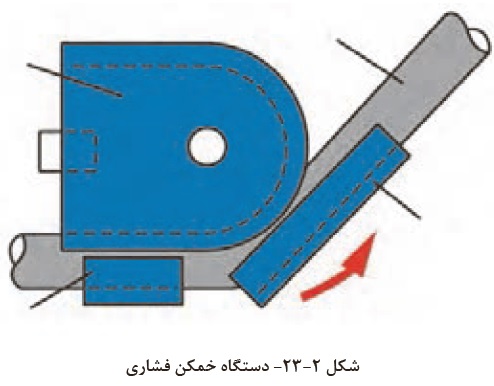
خمکاری فشاری (Compressing Bending)
در خمکاری فشاری همانطور که در شکل دیده می شود، قالب ثابت بوده. و کفشک لغزان در حین دوران به دور قالب، لوله را به درون قالب می فشارد. در این روش گیره لوله را در محل خاتمه خم به قالب ثابت کرده. و از حرکت لوله جلوگیری می کند. بعنوان مثال خمکن های دستی که برای خمکاری لوله های مسی با قطر 16>D mm استفاده میشود. جزء این روش خمکاری می باشد.
خمکاری پرسی (pressing Bending)
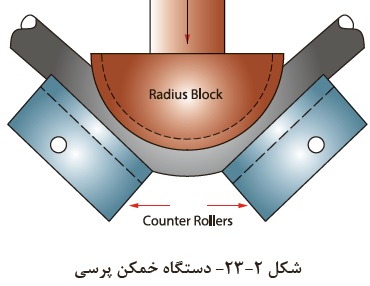
خمکاری پرسی (pressing Bending)
در بسیاری از موارد که شعاع خمکاری و تغییر سطح مقطع لوله از اهمیت خاصی برخوردار نیست. از این روش برای خمکاری لوله استفاده میشود. بعنوان مثال میتوان از بکارگیری این روش در سیستم لوله کشی شوفاژ منازل مسکونی. و نیز برخی از مبلمان فلزی خانگی و اداری استفاده کرد. در این روش لوله بر روی دو غلطک (تکیه گاه)، و قالب در وسط این دو غلطک قرار می گیرد.
نیروی لازم توسط یک جک هیدرولیکی تأمین می شود. دستگاههای خمکاری پرسی بعضاً به شکلی طراحی شده اند. که قادر هستند خمکاری لوله را به صورت گروهی انجام دهند.
۰۹۱۲۱۲۲۴۲۲۷
۰۹۳۷۱۹۰۱۸۰۷
تلفن: ۰۲۱۶۶۸۰۰۲۵۱
فکس: ۶۶۸۰۰۵۴۶
روش های خمکاری
روش های خمکاری
تکنیک های متفاوتی در خم کاری لوله وجود دارد. که هر کدام از آنها بر اساس کاربرد خم و نوع مواد، مزیت و معایت متفاوتی دارند. معمول ترین و مهمترین تکنیک های خمکاری که از نیروی مکانیکی استفاده می کنند، عبارتند از:
خمکاری پرسی
خمکاری فشاری
خمکاری کششی
خمکاری نوردی
ارتباط با ما:
۰۹۱۲۱۲۲۴۲۲۷
۰۹۳۷۱۹۰۱۸۰۷
تلفن: ۰۲۱۶۶۸۰۰۲۵۱
فکس: ۶۶۸۰۰۵۴۶
نحوه قرار دادن لوله در دستگاه جهت خمکاری
نحوه قرار دادن لوله در دستگاه جهت خمکاری
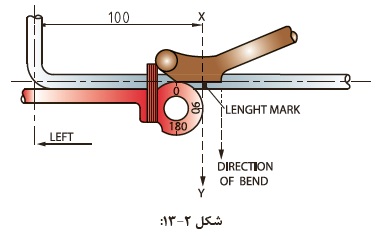
پس از اندازه گیری لوله مطابق توضیحات ارائه شده، لوله را به صورتی در دستگاه قرار باید داد. که علامت مورد نظر با زاویه مشخص شده روی دستگاه مماس با هم باشند.
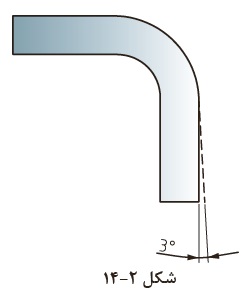
بطور معمول لوله ها پس از اعمال نیروی خم، کمی حالت فنری یا برگشت پذیری از خود نشان می دهند. که میزان این برگشت پذیری بر اساس جنس لوله متغیر است.
میزان افزایش طول حین خمکاری
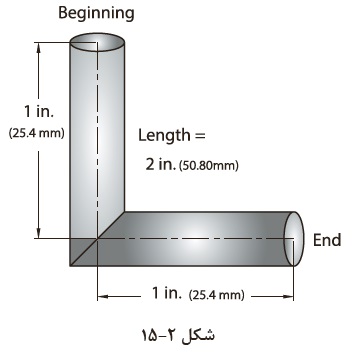
محاسبات طول کلی لوله در خمکاری، به نوع خم بستگی دارد. اگر از خم تیز استفاده گردد (فاق بری)، طول نهایی برابر با طول اولیه خواهد بود.
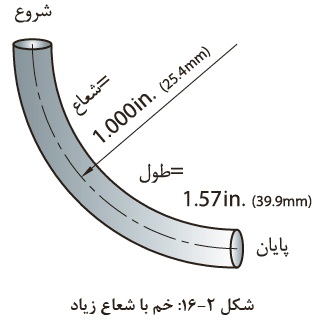
اگر از خم قوسی (خم با شعاع زیاد) استفاده شود. طول لوله پس از خمکاری ممکن است با طول اولیه آن برابر نباشد. بنابراین محاسبه میزان این تغییرات قبل از برشکاری بسیار مهم است.
بخش خارجی لوله پس از خمکاری کشیده شده و باعث افزای طول لوله می شود. که این افزایش طول از محور تار خنثی قابل محاسبه می باشد. محل قرارگیری تار خنثی بستگی به شعاع خم و قطر لوله دارد. که برای محاسبه آن از فرمول های زیر استفاده می شود.
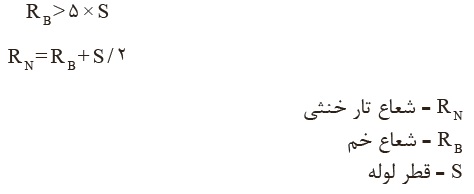
الف- اگر شعاع خم بیشتر از 5 برابر ضخامت قطعه باشد. تار خنثی در وسط قطعه قرار می گیرد. و توسط فرمول زیر قابل محاسبه است.
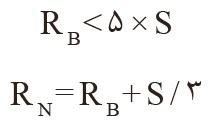
ب- اگر شعاع خم کمتر از 5 برابر ضخامت قطعه باشد. تار خنثی به سمت دیواره داخلی جا به جا می شود. و توسط فرمول زیر قابل محاسبه است.
با توجه به اندازه تار خنثی، برای محاسبه طول خم از فرمول زیر استفاده می شود.

محاسبه طول خم کاربردهای متفاوتی دارد مانند:
بدست آوردن طول لوله برای برشکاری یا نحوه اندازه گذاری لوله برای خمکاری.
علامت گذاری روی لوله
علامت گذاری روی لوله
برای افزایش دقت در علامت گذاری، از یک بست فلزی بعنوان دور لوله استفاده می شود. برای نشانه گذاری، روی لوله از نشانگرهای نوک تیز (مانند مداد ، مارکر) استفاده می گردد.
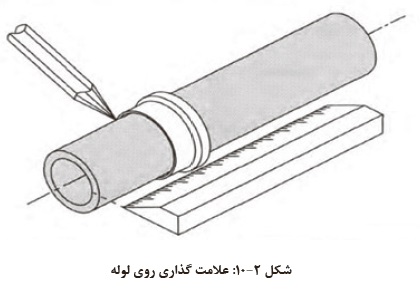
استفاده از ماژیک یا نشانگرهایی که نوک آنها پهن میباشد باعث پایین آمدن دقت در اندازه گیری می شود.
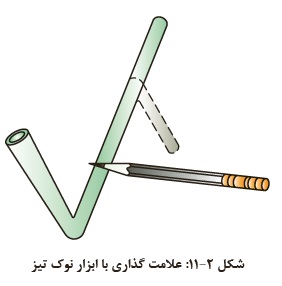
باید دقت شود که توسط ابزار نوک تیز روی لوله ها به هیچ وجه نباید خراش ایجاد نمود. زیرا این عمل باعث خوردگی و ضعیف شدن مقطع لوله می شود.
معمولاً دستگاه های خمکاری از یک جهت عملیات خم را انجام می دهند. به همین دلیل مشخص نمودن یک خط مرجع از ابتدای کار. خصوصاً در مواردی که باید چندین خم و در جهات مختلف ایجاد شود بسیار مفید است.
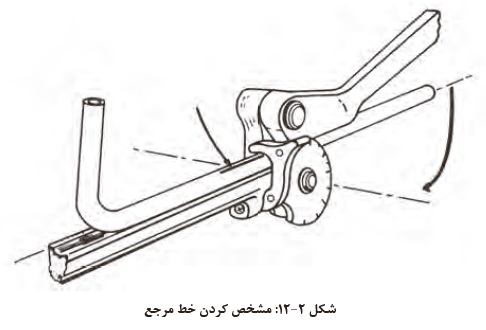
یک علامت طولی روی لوله مشخص میگردد. سپس لوله را به صورتی در دستگاه خمکاری قرار می گیرد. که آن علامت رو به بالا و خلاف جهت زاویه خم قرار گیرد.
این علامت علاوه بر امکان کنترل دقیق جهت خم. پس از خمکاری برای ادامه صحیح عملیات خمکاری در جهات مختلف بسیار مفید می باشد.